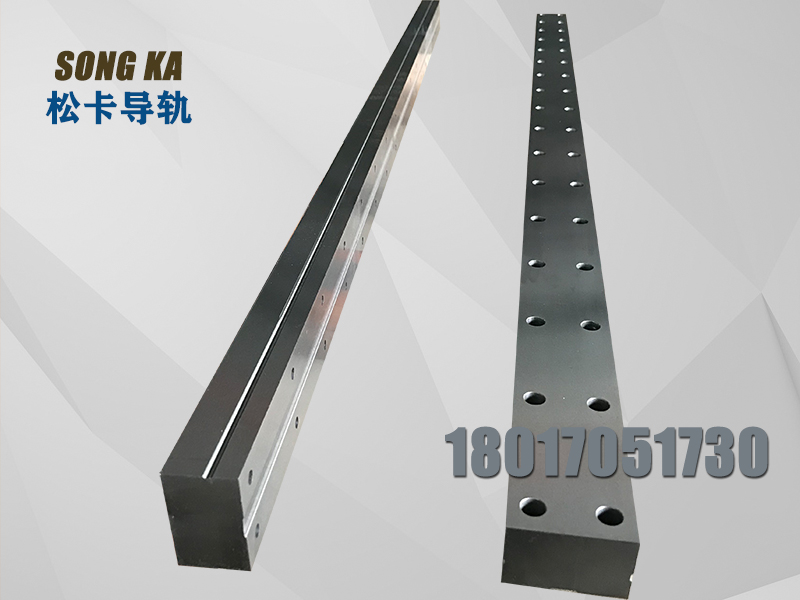
根 据镶 钢导轨 的结 构和 表面热处 理方 式等,确定 材料为轴 承钢GCr15.导轨加 工工艺 如下:
1、毛 坯选择 :锻件GCr1 5毛坯,球 化退 火。
2、粗加 工:刨 长条 四面及总 长两 端面,各面 各留1.5~2.0mm。
3、热处理:高温 回火,消 除粗加 工应 力。
4、半精加工:1铣 长条四 面及总 长两 端面、键槽及 空刀,长条 四面各 留0.8~1.0mm,直 线度0.05mm,2钻个孔,铰 螺纹。
5、热处理:长 条四面 表面中频 淬火G61,校 直0.25mm/2000mm.
6、半精加工:磨长 条四面各 留0.5~0.6mm。
7、热处理:150~160摄 氏度低 温时效,保 温5~6小时,炉温 冷却,校 直0.1mm/2000mm.
8、精加工:精 磨(超精 磨)长条 四面至 成品
9、检测