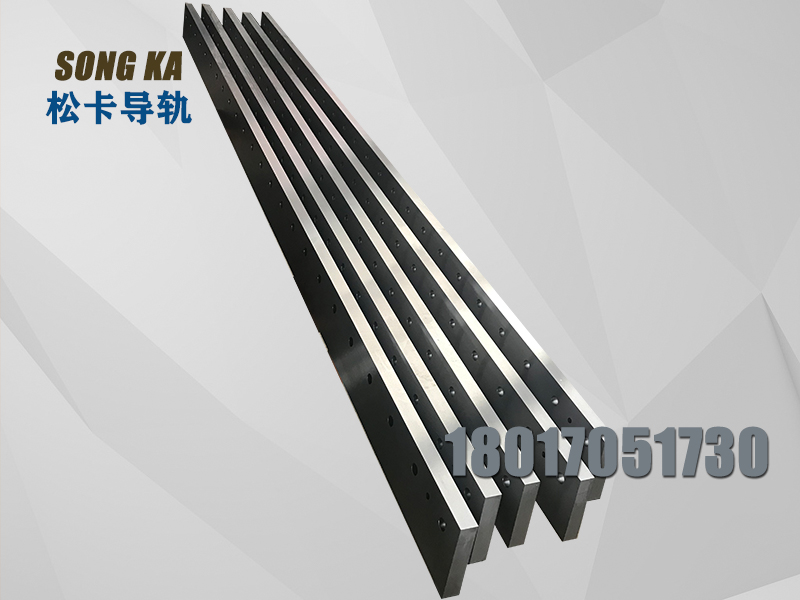
机床 导轨质 量对机床刚度,加工精 度和使用寿 命具有很大的影 响,作为机床进 给体系的重要 环节,其 在不同类型的 机床中都有着重要 的使用,在精细车床 中也有着重要使用。导轨板
那么机 床导轨设备精细车床的作 业过程是怎 样的呢?一般可分为三 个方面:
1、成形 槽的切 削:
(1)分类:成形槽包含 圆弧槽和 梯形 槽等。
(2)切削办法:
1.较窄的圆 弧槽或梯形 槽,将车槽刀刃 磨成与成形槽 的形状和尺度相同的方 式,一次横向 进给车出。
2.较宽较深的成 形槽, 特别是内孔的成 形槽,因为受到车 刀刚度的制约,往往采 取以下两种切削办法:
①分两步 切削。优良机床矩形 镶钢导轨车床一般是 先用切槽 刀车出 直槽,然后用成 形刀车削成 形。
②左右窜刀进给或斜向进给。高耐磨机密燕尾导轨车床当威形槽特宽特深时,可在中滑板横向进鲐的一起,摇摆小滑板,使车刀作或左或右的微量移动,构成单面 切削的左右窜刀进给;或 在中滑板横向进 给的一起,摇摆小滑板,使车刀沿一个方 向作微量移动的单面斜向进给。粗 车后留有综量,再用 精车刀车至尺度。
2、斜沟槽的切削:
(1)分类:斜沟槽分直 线形和圆弧形,一般倾 斜度为45°,L型机床贴钢导轨车床切槽 刀具有内孔车刀的特色,应当依据沟槽圆弧的巨细,在切削刃各部,都应磨成相应的圆弧后角。
(2)切削办法:切削时,将小滑板转到450,用小滑板一次切削 成形。
(3)使用:斜沟槽是用于一起磨削 圆柱面和端面的越程槽,构成圆柱面和端面两个方向的空刀。
3、矩形槽的切削:
在车削矩形槽时,车槽刀的 几何参数和装置办法与堵截刀大体 类似,它们相同具 有两个对称的刀尖、副偏角和副后角,主削刃与工件轴线平行。
切削矩形槽的根本办法是:
1)在切削较窄的矩形槽时,主 切削刃宽度与沟 槽的宽度持平,刀头长度略 大于槽深,车刀一次直 进车出。
2)车削较宽的矩形槽,可用较 窄的切槽刀,分几回左右窜 刀粗车,在槽底面和两侧 面留出余量后,用精车刀车至尺度。